

Utengenezaji wa Breki za Vyombo vya Habari vya CNC vya Ubora wa Juu
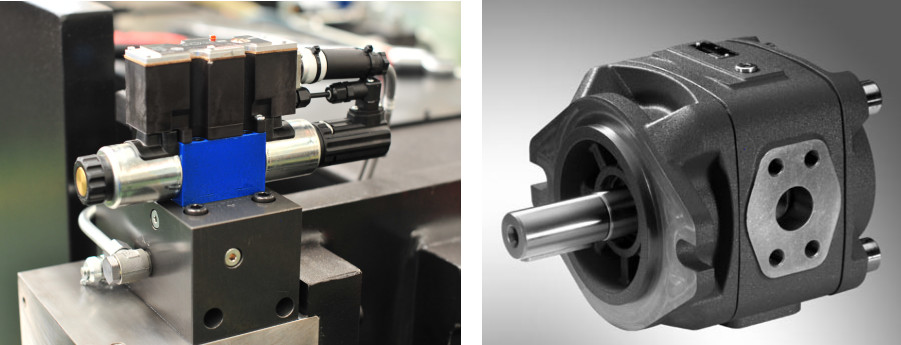
1. Mfumo wa umeme-hydraulic unatumika kudhibiti silinda mbili ili kupata usahihi wa kudhibiti uliosawazishwa kwa kiwango cha juu, usahihi wa kupinda kwa kiwango cha juu, na usahihi wa kuweka upya.
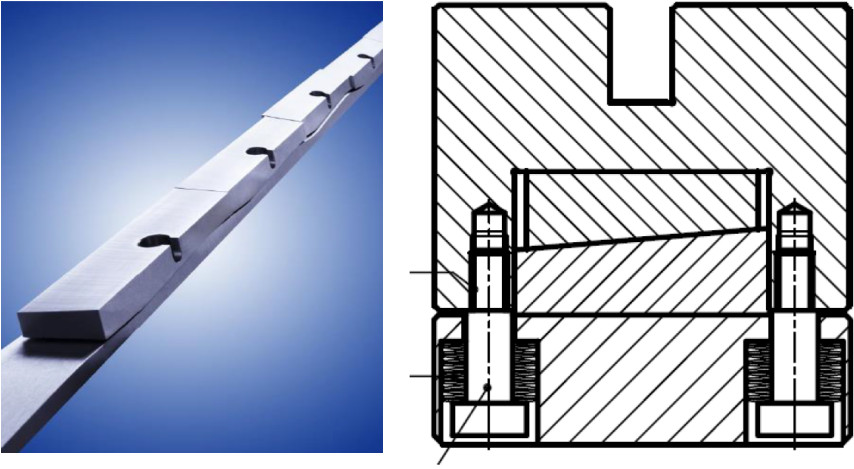
2. Mfumo wa fidia ya kiotomatiki ya kupotoka kwa mitambo hutumika kutatua ushawishi wa mabadiliko ya kitelezi wakati wa mchakato wa kupinda kwenye ubora wa kipako cha kazi. Kiasi cha fidia hurekebishwa kiotomatiki na mfumo wa CNC ili kurahisisha usahihi.
(1) Mashine hulipwa fidia kwa muundo wa kurekebisha wa njia mbili, ambao unaweza kukidhi fidia ya mwelekeo wa kupita na wa longitudinal wa mashine.
(2) Mbinu ya fidia ya nukta mnene inatumika ili kufanya usahihi wa kupinda uwe sahihi zaidi.
(3) kuinama kwa fidia ya unene wa sahani moja mara moja mahali pake, tofauti na fidia ya majimaji na harakati za kurudi na kurudi za muundo, fidia ya mitambo hupunguza sana mabadiliko ya uchovu wa benchi la kazi la zana ya mashine, kuboresha maisha yake ya huduma;
(4) Tumia kipunguzaji maalum na potentiomita ya usahihi wa hali ya juu ili kudhibiti kwa usahihi usahihi wa fidia.
(5) Tofauti na muundo wa meza ya kazi ya kufidia majimaji yenye sahani tatu, kifaa hiki kinatumia muundo wa meza ya kazi ya sahani moja, ambayo inaweza kuzuia kwa ufanisi kuingiliwa kwa kipande cha kazi kinachopinda.
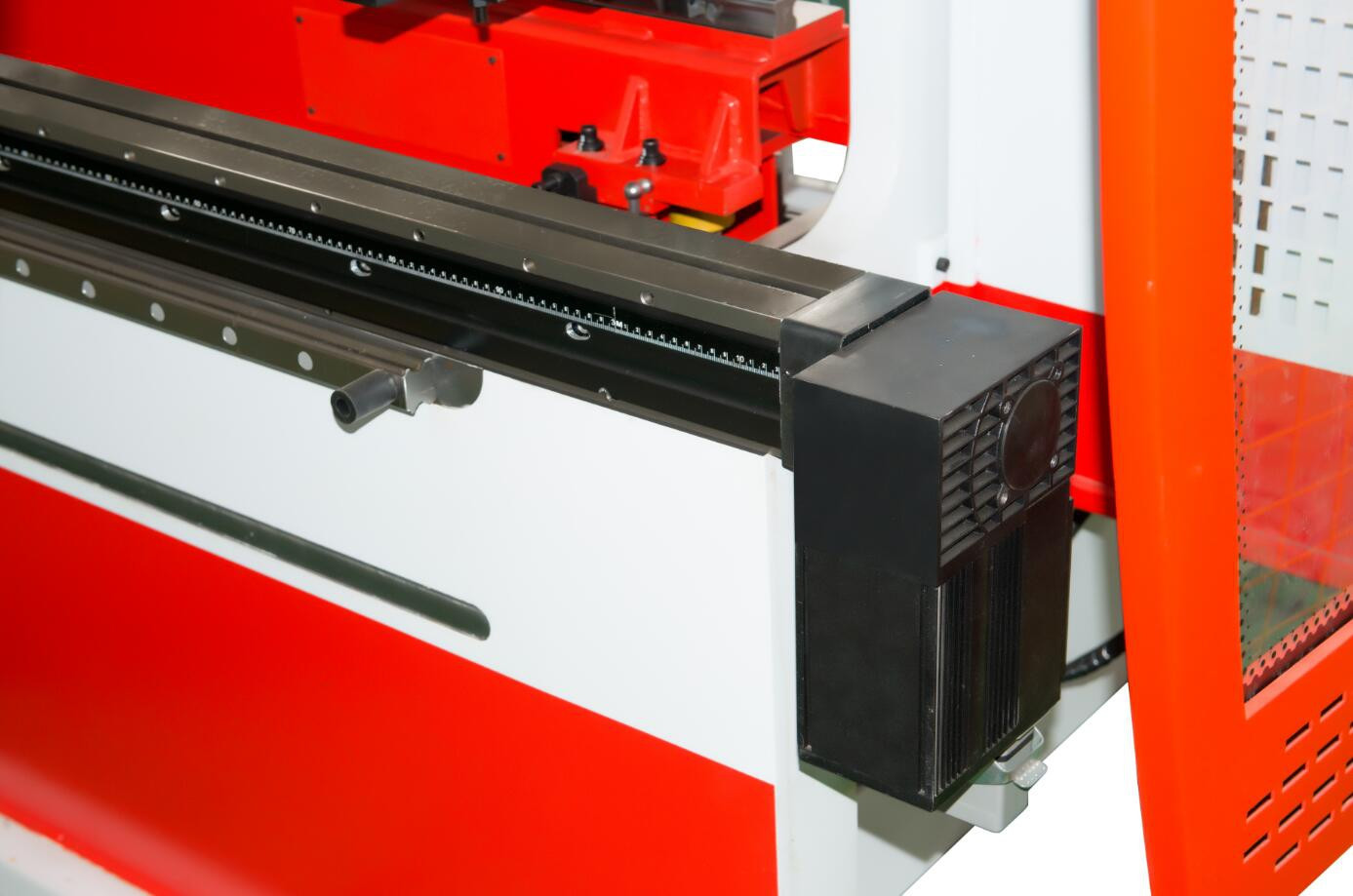
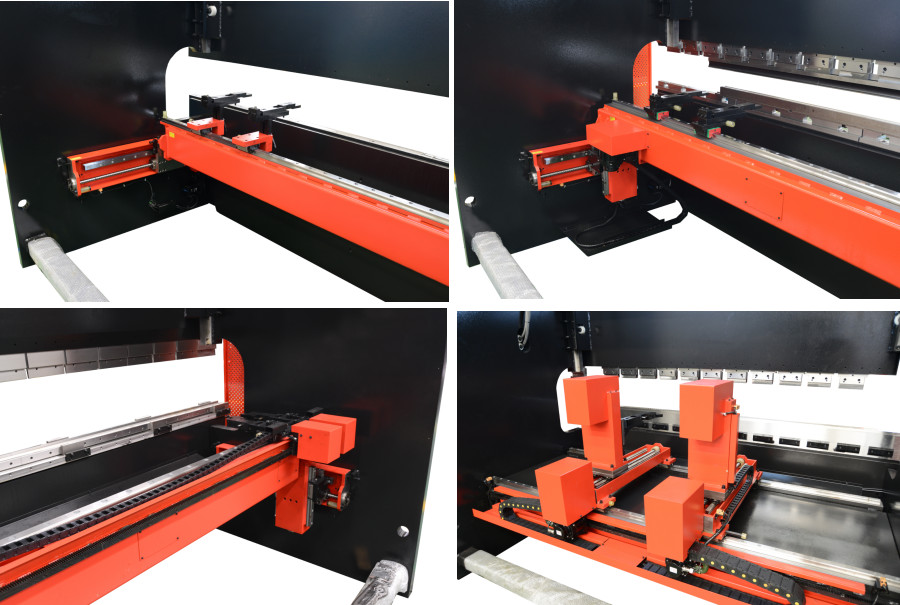
3. Kipimo cha nyuma chenye kazi nyingi ambacho kinaweza kupanuliwa hadi shoka 6, yaani, shoka za X1 na X2 kwa ajili ya kurudi na kurudi, shoka za R1 na R2 kwa ajili ya juu na chini na Z1 na Z2 kwa ajili ya kushoto na kulia. Kupinda kwa kipini kunaweza kufanywa kwa urahisi.
4. Fremu hukusanywa mara moja baada ya kulehemu, husindikwa na kituo cha usindikaji cha CNC pentahedron, kuhakikisha ugumu na usahihi wa usindikaji wa fremu.
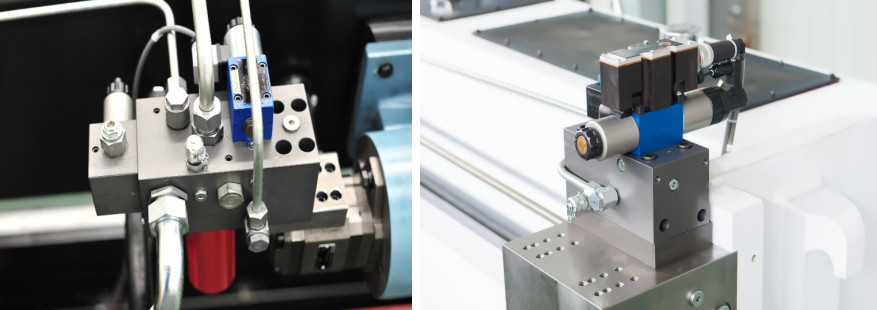
5. Mfumo jumuishi wa kudhibiti majimaji hupunguza bomba, hivyo huepuka uvujaji wa mafuta na kuboresha uthabiti wa utendaji, pia mwonekano wa mashine hupambwa.

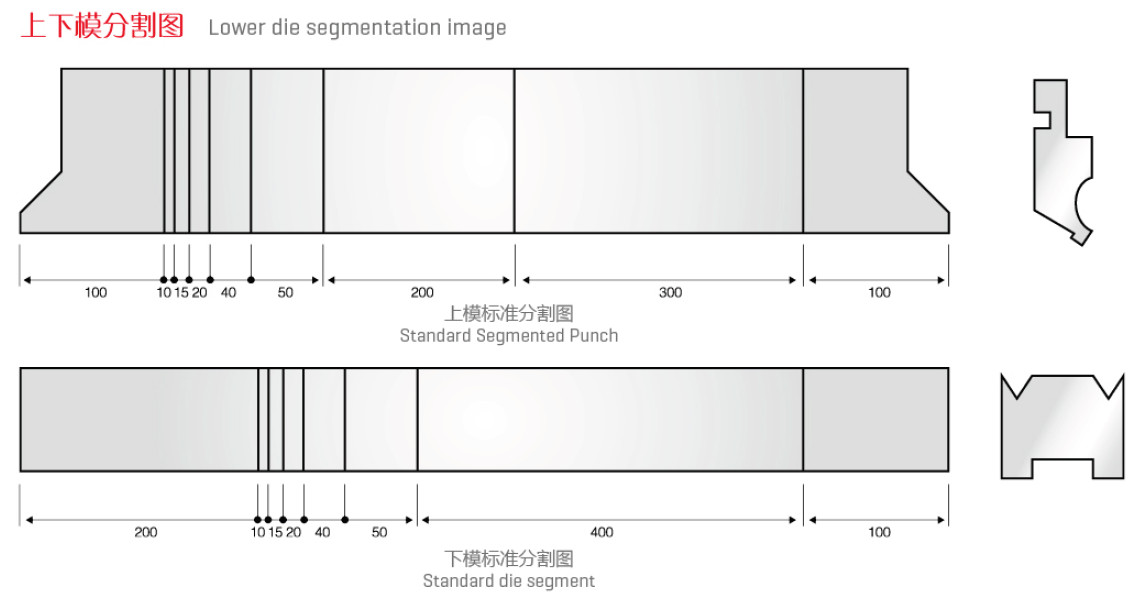
6. Ngumi iliyogawanywa inaweza kuunganishwa na urefu fulani kulingana na mahitaji ya kupinda ya kipande maalum cha kazi.
7. Kubana kiotomatiki kwa kutumia ngumi ya majimaji au kubana haraka kwa fundi kunaweza kuwekwa kama chaguo la kupunguza mzigo wa kazi na kuboresha ufanisi wa kufanya kazi.

8. Mfumo wa CNC unatumia mfumo wa Delem CNC. Mfumo huu wa CNC una saketi ya kisasa ya kielektroniki, onyesho la TFT la rangi halisi lenye uwiano wa ubora wa juu na menyu ya lugha nyingi. Ni mfumo wa kudhibiti wa daraja la kwanza kwa mashine ya kupinda kimataifa.
9. Kifaa cha fidia ya koo aina ya C kimewekwa chini ya koo la kifaa cha mashine, ambacho kimeunganishwa na kifaa cha kugundua. Ubadilikaji mdogo wa nguvu ya kupinda hautaathiri usahihi wa kipimo cha mfumo, na usahihi wa kupinda wa unene wowote na sahani yoyote ya nyenzo unaweza kuhakikishwa.
10. Kiunganishi cha mbele na mwongozo wa mjengo hurahisisha harakati


Mfumo wa kudhibiti wa Delem DA66T CNC wenye kiwango cha juu cha kimataifa
1. Mfumo kamili wa uendeshaji wa WINDOWS®, unaweza kuzima mashine papo hapo;
2. Uteuzi wa lugha nyingi kwa urahisi wa matumizi;
3. Muundo wa mitindo wa mwonekano wenye utendaji unaolenga watu;
4. Muundo wa moduli wenye akili, mfumo unaweza kupanuliwa hadi shoka 24;
5. Onyesho la LCD la rangi halisi la inchi 17 la TFT, programu ya picha ya 2D;
6. PLC iliyojengewa ndani ili kupunguza muundo wa saketi na kuongeza uaminifu;
7. Lango la kipanya la USB, lango la kibodi;

8. Mkusanyiko otomatiki wa muda wa kufanya kazi kwa mashine na nyakati za kupinda;
9. Utaratibu wa kupinda mkusanyiko otomatiki na simulizi ya kupinda;
10. Zum bila mwonekano wa mashine, kifaa na kipicha kwa kiwango cha 1:1:1 kwa kutumia umbizo la picha;
11. Njia za kidijitali, za picha na zingine za programu ya kufa, kufa tambarare, kufa kwa arc kubwa, ukungu wa mtaro wa V nyingi, ukungu wa mtaro wa V unaobadilika;
12, hifadhidata ya urekebishaji wa pembe kiotomatiki, jedwali la uvumilivu wa kujipinda la kujifunzia na kazi ya kugundua mgongano wa mwelekeo wote, kuondoa bidhaa taka;
13. Mfumo wa kengele wa hitilafu ili kuepuka utendakazi mbaya;
14. Uwezo wa kumbukumbu 1G
15. Utambuzi wa mbali;
16. Programu maalum ya uchambuzi wa mashine, ufuatiliaji wa muda halisi;
17. Programu maalum ya programu nje ya mtandao inaweza kupunguza muda wa programu na kuongeza ufanisi;
18. mfumo wa usimamizi wa faili iliyopachikwa, kihariri maandishi;
19. Uendeshaji sanjari;
20. Paneli ya uendeshaji ina vifaa vya kusimamisha dharura, kitelezi cha kusogeza kwa mkono na mtazamo wa ergonomics.
Mfumo wa T-3500TCNC
1 Tumia mfumo endeshi wa WINDOWS wa muda halisi, unaweza kutambua kuzima kwa papo hapo;
Aina 2 za chaguo za lugha, zinaweza kuwekwa kwenye kiolesura cha Kiingereza, rahisi kufanya kazi;
3 muundo wa mitindo, rahisi kuendesha, unaoakisi mwelekeo wa watu;
Mihimili minne ya kawaida, moduli za ziada, inasaidia hadi mihimili sita;
Skrini ya rangi halisi ya TFT ya 5.10, skrini ya kugusa ya LCD, mguso mwingi, programu ya michoro ya pande mbili, onyesho la 3D;
Kazi 6 za PLC zilizojengewa ndani, hupunguza muundo wa saketi, huongeza kuegemea;;
7. Kiolesura cha kipanya cha USB, kiolesura cha kibodi;
Saa 8 za kazi otomatiki na nyakati za kupinda;
9, programu kamili ya mguso wa michoro ya kidijitali na 2D, mchakato wa kupinda mwonekano wa 3D, mchakato wa kupinda uundaji na uigaji wa kupinda kiotomatiki;
10. Umbo la mashine, ukungu na kipande cha kazi huvutwa kwa urahisi katika 1:1:1 kulingana na michoro.

11, njia za kidijitali, za michoro na zingine za programu ya kufa, kufa tambarare, kufa kubwa kwa mviringo, ukungu wa mtaro wa V nyingi, ukungu wa mtaro wa V unaobadilika;
12. Mfumo wa kengele wa hitilafu ili kuepuka utendakazi mbaya;
13. Uwezo wa kumbukumbu 1G
14. Programu maalum ya uchambuzi wa mashine, ufuatiliaji wa muda halisi;
15. mfumo wa usimamizi wa faili iliyopachikwa, kihariri maandishi;
16. Uendeshaji sanjari;
17. Paneli ya uendeshaji ina vifaa vya kusimamisha dharura, kitelezi cha kusogeza kwa mkono na mtazamo wa ergonomics.
Breki ya Vyombo vya Habari vya CNC;breki ya vyombo vya habari vya cnc;mashine ya breki ya vyombo vya habari vya cnc;breki ya vyombo vya habari vya hidrati vya cnc;breki ya vyombo vya habari vya cnc inauzwa;breki ya cnc;breki ya chuma ya hidrati ya hydraulic;mashine ya breki ya vyombo vya habari vya hidrati vya cnc;breki ya vyombo vya habari vya accurl ya vyombo vya habari vya cnc inauzwa;breki ya chuma ya cnc;mashine ya breki ya vyombo vya habari vya hidrati vya cnc;mashine ya breki ya vyombo vya habari vya hidrati vya cnc
Mfumo wa CNC wa Holland DELEM DA52
1 Tumia mfumo endeshi wa WINDOWS wa muda halisi, unaweza kutambua kuzima mara moja
2. Uteuzi wa lugha nyingi kwa urahisi wa matumizi;
3. Muundo wa mitindo wa mwonekano wenye utendaji unaolenga watu;
4. Muundo wa moduli wenye akili, mfumo unaweza kupanua mhimili 4 kwa urahisi
Onyesho la LCD la TFT la inchi 5.7;
6. PLC iliyojengewa ndani ili kupunguza muundo wa saketi na kuongeza uaminifu;
7. Lango la kipanya la USB, lango la kibodi, lango la RS232, lango la usalama la PLC;
8. Mkusanyiko otomatiki wa muda wa kufanya kazi kwa mashine na nyakati za kupinda;
9. Programu za kidijitali;
10. Programu ya ukungu ya hali ya kidijitali;
11. Hifadhidata ya urekebishaji wa pembe kiotomatiki;
12, mfumo wa onyo la makosa ili kuzuia utendakazi mbaya;
13, uwezo wa kumbukumbu ni 64M;
14, programu maalum ya uchambuzi, ufuatiliaji wa muda halisi;
15, Uendeshaji sanjari;
16, jopo la uendeshaji lina vifaa vya kusimamisha haraka.

Mfumo wa CNC wa Holland DELEM DA53
1 Tumia mfumo endeshi wa DELEM-LINUX, unaweza kutambua kuzima mara moja
2. Uteuzi wa lugha nyingi kwa urahisi wa matumizi;
3. Muundo wa mitindo wa mwonekano wenye utendaji unaolenga watu;
4. Muundo wa moduli wenye akili, mfumo unaweza kupanua mhimili 4 kwa urahisi
5. Onyesho la LCD la TFT la inchi 10;
6. PLC iliyojengewa ndani ili kupunguza muundo wa saketi na kuongeza uaminifu;
7. Lango la kipanya la USB, lango la kibodi, lango la RS232, lango la usalama la PLC;
8. Mkusanyiko otomatiki wa muda wa kufanya kazi kwa mashine na nyakati za kupinda;
9. Programu ya kugusa ya kidijitali;
10. Programu ya ukungu ya hali ya kidijitali;
11. Hifadhidata ya urekebishaji wa pembe kiotomatiki;
12, mfumo wa onyo la makosa ili kuzuia utendakazi mbaya;
13, uwezo wa kumbukumbu ni 64M;
14, programu maalum ya uchambuzi, ufuatiliaji wa muda halisi;
15. Mfumo wa usimamizi wa faili uliopachikwa, kihariri maandishi
16, Uendeshaji sanjari;
17, jopo la uendeshaji lina vifaa vya kusimamisha haraka.

| Hapana. | Maelezo | Kiasi | Tamko |
| 1 | Faili za Uendeshaji | Seti moja | |
| 2 | Spana ya Soketi ya Hex ya Ndani | Seti moja | |
| 3 | Bunduki ya Mafuta | Nambari moja. | |
| 4 | Bolti ya Kutuliza | Seti moja | |
| 5 | Kurekebisha Bolt | Seti moja | |
| 6 | Udhibiti wa Miguu | Nambari moja. | |
| 7 | Vifaa vya Kawaida | Seti moja |
1. Mafuta ya majimaji: mafuta ya majimaji ya VG46# yanayozuia uchakavu yaliyoagizwa kutoka nje; na uzito wa mafuta unaohitajika hutegemea vipimo vya mashine;
2. Nguvu: 380V, 50HZ, kushuka kwa volteji 10%--5%
3. Halijoto ya mazingira: 0°C - +40°C
4. Unyevu wa mazingira: unyevunyevu wa jamaa 20-80%RH (haupunguzi joto)
5. Weka mbali na chanzo kikubwa cha mtetemo na mwingiliano wa sumakuumeme
6. Vumbi kidogo, hakuna gesi yenye madhara au babuzi
7. Andaa msingi kulingana na mchoro wa msingi
8. Chagua wafanyakazi wenye elimu fulani kwa ajili ya mpango wa muda mrefu kama mwendeshaji wa mashine.
| Hapana. | Maelezo | Kiasi | Tamko |
| 1 | Faili za Uendeshaji | Seti moja | |
| 2 | Spana ya Soketi ya Hex ya Ndani | Seti moja | |
| 3 | Bunduki ya Mafuta | Nambari moja. | |
| 4 | Bolti ya Kutuliza | Seti moja | |
| 5 | Kurekebisha Bolt | Seti moja | |
| 6 | Udhibiti wa Miguu | Nambari moja. | |
| 7 | Vifaa vya Kawaida | Seti moja |
60T
| Vipimo | Kitengo | PR9 060/2550 | |
| Nguvu ya Juu ya Kupinda | KN | 600 | |
| Urefu wa Juu wa Kupinda | mm | 2550 | |
| Umbali wa Safu wima | mm | 2150 | |
| Kina cha Koo | mm | 350 | |
| Kiharusi cha Ram | mm | 215 | |
| Urefu Uliofungwa | mm | 530 | |
| Kasi Inakaribia | mm/s | 200 | |
| Kasi ya Kufanya Kazi | mm/s | 18 | |
| Kasi ya Kurudi | mm/s | 200 | |
| Nguvu Kuu ya Mota | Kw | 7.5 | |
| Mfumo wa CNC | Mfumo wa CNC wa Holland Delem DA66T au DA52S au DA53T au T-3500T unaodhibiti shoka za Y1、Y2、X, R, Z1, Z2 na taji za mitambo. | ||
| Uwezo wa Tangi la Mafuta | L | 300 | |
| X Mhimili | Usahihi | mm | ± 0.1 |
| Kiharusi | mm | 500 | |
| Kasi | mm/s | 400 | |
| Nguvu | Kw | 0.85 | |
| R Mhimili | Usahihi | mm | ± 0.1 |
| Kiharusi | mm | 200 | |
| Kasi | mm/s | 200 | |
| Nguvu | Kw | 0.85 | |
| Z1, Z2 Mhimili | Usahihi | mm | ± 0.1 |
| Kiharusi | mm | 1250 | |
| Kasi | mm/s | 1200 | |
| Nguvu | Kw | 0.75 | |
| Kipimo cha Muhtasari | Urefu | mm | 3400 |
| Upana | mm | 1400 | |
| Urefu | mm | 2510 | |
100T
| Vipimo | Kitengo | PR9 100/3100 | PR9 100/4100 | |
| Nguvu ya Juu ya Kupinda | KN | 1000 | 1000 | |
| Urefu wa Juu wa Kupinda | mm | 3100 | 4100 | |
| Umbali wa Safu wima | mm | 2700 | 3700 | |
| Kina cha Koo | mm | 420 | 420 | |
| Kiharusi cha Ram | mm | 265 | 265 | |
| Urefu Uliofungwa | mm | 530 | 530 | |
| Kasi Inakaribia | mm/s | 220 | 220 | |
| Kasi ya Kufanya Kazi | mm/s | 17 | 13 | |
| Kasi ya Kurudi | mm/s | 220 | 150 | |
| Nguvu Kuu ya Mota | Kw | 15 | 11 | |
| Mfumo wa CNC | Mfumo wa CNC wa Holland Delem DA66T au DA52S au DA53T au T-3500T unaodhibiti shoka za Y1、Y2、X, R, Z1, Z2 na taji za mitambo. | |||
| Uwezo wa Tangi la Mafuta | L | 350 | 500 | |
| X Mhimili | Usahihi | mm | ± 0.1 | ± 0.1 |
| Kiharusi | mm | 500 | 500 | |
| Kasi | mm/s | 400 | 400 | |
| Nguvu | Kw | 0.85 | 0.85 | |
| R Mhimili | Usahihi | mm | ± 0.1 | ± 0.1 |
| Kiharusi | mm | 200 | 200 | |
| Kasi | mm/s | 200 | 200 | |
| Nguvu | Kw | 0.85 | 0.85 | |
| Z1, Z2 Mhimili | Usahihi | mm | ± 0.1 | ± 0.1 |
| Kiharusi | mm | 1850 | 2800 | |
| Kasi | mm/s | 1200 | 1200 | |
| Nguvu | Kw | 0.75 | 0.75 | |
| Kipimo cha Muhtasari | Urefu | mm | 3450 | 4450 |
| Upana | mm | 1600 | 1600 | |
| Urefu | mm | 2750 | 2710 | |
150T
| Vipimo | Kitengo | PR9 150/3100 | PR9 150/4100 | |
| Nguvu ya Juu ya Kupinda | KN | 1500 | 1500 | |
| Urefu wa Juu wa Kupinda | mm | 3100 | 4100 | |
| Umbali wa Safu wima | mm | 2700 | 3700 | |
| Kina cha Koo | mm | 420 | 420 | |
| Kiharusi cha Ram | mm | 265 | 265 | |
| Urefu Uliofungwa | mm | 530 | 530 | |
| Kasi Inakaribia | mm/s | 180 | 180 | |
| Kasi ya Kufanya Kazi | mm/s | 11 | 11 | |
| Kasi ya Kurudi | mm/s | 150 | 150 | |
| Nguvu Kuu ya Mota | Kw | 15 | 15 | |
| Mfumo wa CNC | Mfumo wa CNC wa Holland Delem DA66T au DA52S au DA53T au T-3500T unaodhibiti shoka X, Y1, Y2, R, Z1, Z2 na taji ya mitambo. | |||
| Uwezo wa Tangi la Mafuta | L | 440 | 600 | |
| Idadi ya Tanki la Mafuta | hapana. | 3 | 4 | |
| X Mhimili | Usahihi | mm | ± 0.10 | ± 0.1 |
| Kiharusi | mm | 500 | 500 | |
| Kasi | mm | 500 | 400 | |
| Nguvu | kw | 0.85 | 0.85 | |
| R Mhimili | Usahihi | mm | ± 0.10 | ± 0.1 |
| Kiharusi | mm | 200 | 200 | |
| Kasi | mm | 200 | 200 | |
| Nguvu | kw | 0.85 | 0.85 | |
| Z1, Z2 Mhimili | Usahihi | mm | ± 0.10 | ± 0.1 |
| Kasi | mm | 1200 | 1200 | |
| Kiharusi | mm | 1850 | 2800 | |
| Nguvu | kw | 0.75 | 0.75 | |
| Kipimo cha Muhtasari | Urefu | mm | 3470 | 4470 |
| Upana | mm | 1720 | 1720 | |
| Urefu | mm | 2700 | 2710 | |
PR9 060
| Hapana. | Jina | Mfano | Chapa | |
| 1 | Mfumo wa CNC | Mfumo wa CNC wa DA66T/T-3500T/DA52S au DA53T | Uholanzi DELEM | |
| 2 | Mota ya Servo | ECMA-E21315RS/SGM7G-09AFC61 | Delta au Yasakawa | |
| 3 | Kiendeshi cha Servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | Delta au Yasakawa | |
| 4 | Mfumo wa majimaji | Mfumo wa umeme-majimaji | Ujerumani Bosch-Rexroth au Ujerumani HOERBIGER | |
| Kiunganishi cha kudhibiti ulandanishi | a. vali ya shinikizo | |||
| b. vali inayofanya kazi | ||||
| c. vali ya servo inayolingana n.k. | ||||
| Kiunganishi cha kudhibiti majimaji | a. vali ya katriji | |||
| b. vali ya shinikizo sawia | ||||
| c. vali ya kuchagua | ||||
| d. vali ya kupunguza mgandamizo sawia | ||||
| e. vali ya shinikizo n.k. | ||||
| 5 | Njia ya kuongoza ya mstari | 35A---760L AU 35E-760L | THK AU PMI | |
| 6 | Skurubu ya mpira | 25/20-1000L au R25/20-880/1000 | THK AU PMI | |
| 7 | Pampu ya mafuta | PGH3-2X/016RE071VU2 | Ujerumani Rexroth | |
| 8 | Seti kamili ya pete ya kuziba kwenye silinda ya mafuta | PARKER ya Marekani | PARKER ya Marekani | |
| 9 | Seti kamili ya bomba la shinikizo la juu | 1.GE16 ZSR 3/4EDCF | Kiungo cha bomba cha USA PARKER、EO-2 au kiungo cha bomba cha Ujerumani VOSS | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF nk. | ||||
| 10 | Kuunganisha | R38 25/42 | Ujerumani KTR | |
| 11 | Kiunganishi cha AC | LC1-D1810B7、LC1-D0910B7N n.k. | Schneider | |
| 12 | Swichi ya ukaribu | TP-SM5P2 n.k. | TENDA | |
| 13 | Kifaa cha kuongoza cha terminal | UK2.5B、UK10N n.k. | Phoenix | |
| 14 | Kitufe | XB2-BVB3LC nk. | Schneider | |
| 15 | Uchoraji | Uholanzi SIKKENS | ||
| 16 | Kuweka taji | Chapa ya kitaifa (kiwango) | SREE/MUUNGANO | |
| 17 | Kuweka taji | Imeingizwa (chaguo) | VILLA | |
| 18 | Msaidizi wa mbele | kiwango | JFY | |
PR9 100
| Hapana. | Jina | Mfano | Chapa | |
| 1 | Mfumo wa CNC | Mfumo wa CNC wa DA66T au DA52S au DA53T au T-3500T | Uholanzi DELEM | |
| 2 | Mota ya Servo | ECMA-E21315RS/SGM7G-09AFC61 | Delta au Yasakawa | |
| 3 | Kiendeshi cha Servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | Delta au Yasakawa | |
| 4 | Mfumo wa majimaji | Mfumo wa umeme-majimaji | Ujerumani Bosch-Rexroth au Ujerumani HOERBIGER | |
| Kiunganishi cha kudhibiti ulandanishi | a. vali ya shinikizo | |||
| b. vali inayofanya kazi | ||||
| c. vali ya servo inayolingana n.k. | ||||
| Kiunganishi cha kudhibiti majimaji | a. vali ya katriji | |||
| b. vali ya shinikizo sawia | ||||
| c. vali ya kuchagua | ||||
| d. vali ya kupunguza mgandamizo sawia | ||||
| e. vali ya shinikizo n.k. | ||||
| 5 | Njia ya kuongoza ya mstari | 35A-760L AU 35E-760L | THK AU PMI | |
| 6 | Skurubu ya mpira | 20/25-880/1000 AU R25/20-880/1000 | THK AU PMI | |
| 7 | Pampu ya mafuta | PGH4-3X/032RE071VU2 | Ujerumani Rexroth | |
| IPVAP5-32 | Ujerumani VOITH | |||
| HQI3-32 | Ujerumani Eckerle | |||
| 8 | Seti kamili ya pete ya kuziba kwenye silinda ya mafuta | PARKER ya Marekani | PARKER ya Marekani | |
| 9 | Seti kamili ya bomba la shinikizo la juu | 1.GE16 ZSR 3/4EDCF | Kiungo cha bomba cha USA PARKER、EO-2 au kiungo cha bomba cha Ujerumani VOSS | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF nk. | ||||
| 10 | Kuunganisha | R38 25/42 | Ujerumani KTR | |
| 11 | Kiunganishi cha AC | LC1-D1810B7、LC1-D0910B7N n.k. | Schneider | |
| 12 | Swichi ya ukaribu | TP-SM5P2 n.k. | TENDA | |
| 13 | Kifaa cha kuongoza cha terminal | UK2.5B、UK10N n.k. | Phoenix | |
| 14 | Kitufe | XB2-BVB3LC nk. | Schneider | |
| 15 | Uchoraji | KAILEDI | ||
| 16 | Kuweka taji | Chapa ya kitaifa (kiwango) | SREE/MUUNGANO | |
| 17 | Kuweka taji | Imeingizwa (chaguo) | VILLA | |
| 18 | Msaidizi wa mbele | kiwango | JFY | |
PR9 150
| Hapana. | Jina | Mfano | Chapa | |
| 1 | Mfumo wa CNC | Mfumo wa CNC wa DA66T au DA52S au DA53T au T-3500T | Uholanzi DELEM | |
| 2 | Mota ya Servo | ECMA-E21315RS/SGM7G-09AFC61 | Delta au Yasakawa | |
| 3 | Kiendeshi cha Servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | Delta au Yasakawa | |
| 4 | Mfumo wa majimaji | Mfumo wa umeme-majimaji | Ujerumani Bosch-Rexroth | |
| Kiunganishi cha kudhibiti ulandanishi | a. vali ya shinikizo | |||
| b. vali inayofanya kazi | ||||
| c. vali ya servo inayolingana n.k. | ||||
| Kiunganishi cha kudhibiti majimaji | a. vali ya katriji | |||
| b. vali ya shinikizo sawia | ||||
| c. vali ya kuchagua | ||||
| d. vali ya kupunguza mgandamizo sawia | ||||
| e. vali ya shinikizo n.k. | ||||
| 5 | Njia ya kuongoza ya mstari | 35A-760L AU 35E-760L | THK AU PMI | |
| 6 | Skurubu ya mpira | 20/25-880/1000 AU R25/20-880/1000 | THK AU PMI | |
| 7 | Pampu ya mafuta | PGH4-3X/032RE071VU2 | Ujerumani Rexroth | |
| IPVAP5-32 | Ujerumani VOITH | |||
| HQI3-32 | Ujerumani Eckerle | |||
| 8 | Seti kamili ya pete ya kuziba kwenye silinda ya mafuta | PARKER ya Marekani | PARKER ya Marekani | |
| 9 | Seti kamili ya bomba la shinikizo la juu | 1.GE16 ZSR 3/4EDCF | Kiungo cha bomba cha USA PARKER、EO-2 au kiungo cha bomba cha Ujerumani VOSS | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF nk. | ||||
| 10 | Kuunganisha | R38 25/42 | Ujerumani KTR | |
| 11 | Kiunganishi cha AC | LC1-D1810B7、LC1-D0910B7N n.k. | Schneider | |
| 12 | Swichi ya ukaribu | TP-SM5P2 n.k. | TENDA | |
| 13 | Kifaa cha kuongoza cha terminal | UK2.5B、UK10N n.k. | Phoenix | |
| 14 | Kitufe | XB2-BVB3LC nk. | Schneider | |
| 15 | Uchoraji | KAILEDI | ||
| 16 | Kuweka taji | Chapa ya kitaifa (kiwango) | SREE/MUUNGANO | |
| 17 | Kuweka taji | Imeingizwa (chaguo) | VILLA | |
| 18 | Msaidizi wa mbele | kiwango | JFY | |
Breki ya Vyombo vya Habari vya CNC;breki ya vyombo vya habari vya cnc;mashine ya breki ya vyombo vya habari vya cnc;breki ya vyombo vya habari vya hidrati vya cnc;breki ya vyombo vya habari vya cnc inauzwa;breki ya cnc;breki ya chuma ya hidrati ya hydraulic;mashine ya breki ya vyombo vya habari vya hidrati vya cnc;breki ya vyombo vya habari vya accurl ya vyombo vya habari vya cnc inauzwa;breki ya chuma ya cnc;mashine ya breki ya vyombo vya habari vya hidrati vya cnc;mashine ya breki ya vyombo vya habari vya hidrati vya cnc
